26载专注玻璃深加工设备定制智能高速玻璃磨边机/岩板磨边机
全国服务热线
189 0281 6278
最初,人们认为玻璃材料的破坏纯粹是脆性破坏,不产生塑性破坏;认为磨料在玻璃表面的划擦受力和滚动时使玻璃表面层产生脆性锥状裂纹,这些裂纹互相交叉而裂为碎片,从而去除一定厚度的玻璃。这种脆性破坏的机理是以玻璃具有无规则的网目结构为根据的。事实上,很多现象单从脆性破坏的角度来看是不容易解释的。

建筑玻璃的磨削加工通常都是磨削玻璃的边缘。磨削玻璃的过程一!·分复杂。其磨削过程分为三个阶段,依次为磨粒对玻璃表面的滑擦、耕犁和切屑形成。磨削过程的三阶段与磨削时的切削厚度有关,既磨粒的磨削厚度在临界磨削厚度hmi。以下时,磨粒只在玻璃表面产生滑擦和耕犁,而不产生切屑。
从磨粒的磨削机理上说,提高金刚石玻璃磨轮磨削效率的方向己见端倪:目前,己有人在金刚石单品磨粒的空间几何尺寸的排布方面取得了进展并应用于工程实际,它对于减少金刚石的耗用量、增加容屑空间、均布或减少磨削力都是有利的。在此础上,还有人将多面体的金刚石-单品在其排布方向上进行择优定向定位J(即把其锐角朝向最有利的切削方向)并成功地应用于金刚石(石材)切割锯片上。我们可以期望,如果能把这些技术成果移植到金刚石玻璃磨削轮上的话,它对于增加磨粒切削、大幅度减少磨粒滑擦和耕犁,从而有效地降低磨削力、减少摩擦热、提高磨削表面质量、提高金刚石磨轮的使用寿命都是十分有利的。
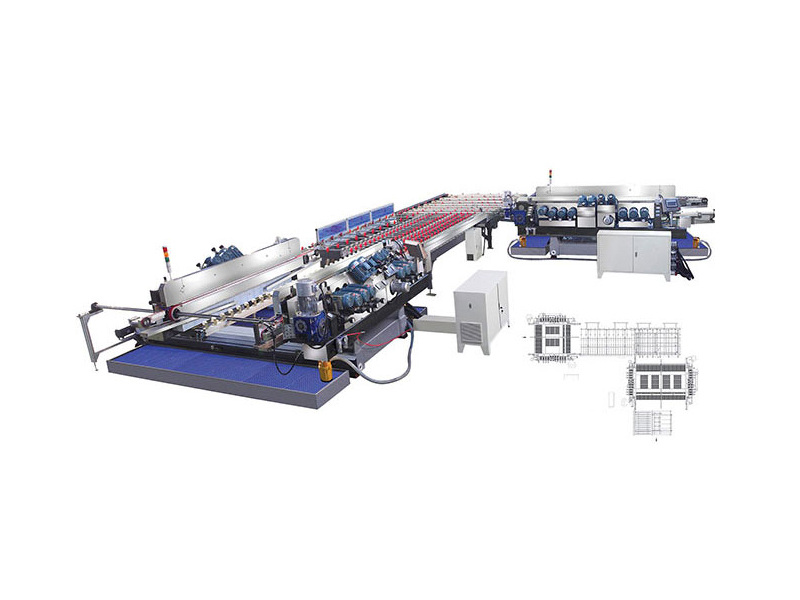
玻璃直线磨边:在玻璃直线磨边时,分为两种情况。一种要求加工出来的直边为圆弧状(或称C形),另一种要求加工出来的直边两侧有45“棱角。加工机器也分为两种。一种为直线性圆边机,常见的为9个或10个磨头;另一利,为直边棱角机,通常8个磨头,玻璃的移动速度为0.5 ^-3.5m/min。也有某公司的直边机标明其机器的加工速度为1~ 8m/min,最大加工尺寸6000mm,最大加工厚度30mm。
无论直边是C形的还是两侧有45“棱角的,都需要金刚石磨轮倒棱(磨直线C形边在工艺上也需要倒45“小棱角)。玻璃直线磨边机至少要使用四个以上的金刚石磨轮才能完成工艺要求。
玻璃直线斜边磨边:在玻璃直线斜边磨边时,要求加工后玻璃的斜面角度为30 ^-450。一般情况下,玻璃的移动速度为0.5-4.2m/min。玻璃直线斜边磨边机有13个磨头的,也有省略到8个磨头的。而磨头的多少则直接影响到磨削的效率和表面质量。
建筑门窗幕墙用钢化玻璃对磨边的要求:据2014年9月颁布的《建筑门窗幕墙用钢化玻璃》JG/T455-2014行业标准要求,建筑门窗幕墙用钢化玻璃的边部加工可采用倒棱或三边细磨,倒棱宽度不应小于1mm;玻璃幕墙和采光顶用钢化玻璃应进行三边细磨或三边抛光,其倒棱宽度不应小于1mm.
咨询电话